Další možný způsob rychlého pájení SMD součástek, který je vhodný pro amatérské bastlíře. Metoda pájení přetavením je jedna z nejpoužívanějších v průmyslovém pájení SMD součástek, jelikož vyniká hlavně svojí jednoduchostí a rychlostí. Na vyleptanou a pokovenou desku plošných spojů se na pájecí plošky nanese tavidlo s pájecí pastou, následně se osadí součástky a celý plošný spoj vjede do přetavovací pece.
V první fázi dojde k postupnému ohřátí plošného spoje, aby se předešlo teplotnímu šoku a také dochází k odpaření rozpouštědel z tavidla. Teplota by měla narůstat přibližně o 2-3°C/s. Při dostatečné teplotě dojde k aktivaci tavidla, které rozruší oxidy na pájecích plochách a připraví je k zapájení.Ve druhé fázi je teplota zvýšena na hodnotu o přibližně 40°C nad teplotu tání pájecí pasty a dochází k zapájení součástek. Dobrou zprávou je, že díky povrchovému napětí se při zapájení součástky vystředí a nevadí tedy ne úplně přesné osazení součástek (neplatí u bezolovnatých pájek!).Třetí fáze slouží k postupnému vychladnutí součástek a pájení je hotovo.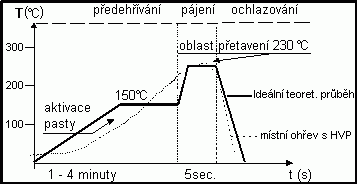 Přetavovací křivka
Přetavovací křivka Průmyslová přetavovací pec
Průmyslová přetavovací pec
Přetavovací křivkaPrůmyslová přetavovací pecA jak si tedy zrealizovat pájení přetavením v amatérských podmínkách?
Nejprve je nutné pořídit si přetavovací pec, v našem případě starý gril (za který děkujeme členovi našeho radioklubu, Jonáši Pačískovi).


**Poté bych doporučil zapájet zkušebně pár součástek, na kterých si odladíte postup pájení.**1. Očistíme, odmastíme plošný spoj a naneseme malé množství tavidla (my jsme použili tavidlo Toplink gel GBA).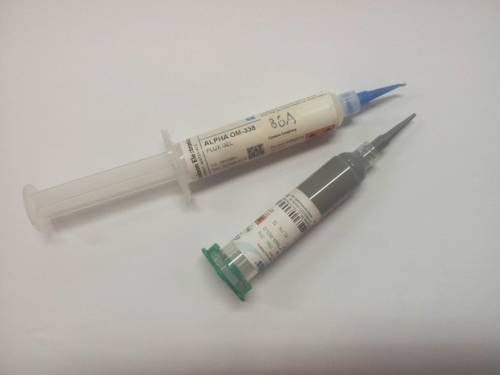
 2. Osadíme součástky.
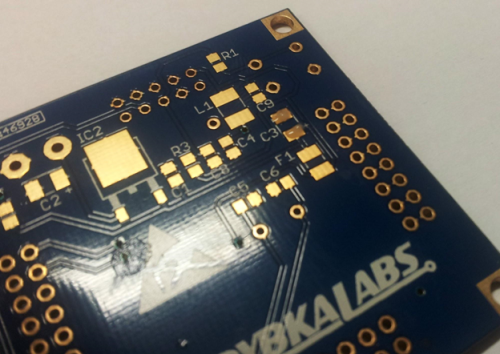
2. Osadíme součástky.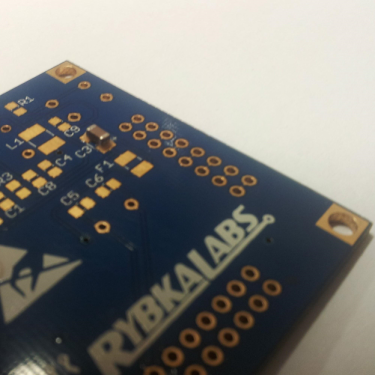 3. Naneseme malé množství pájecí pasty (množství je třeba vyzkoušet a hodně šetřit u pouzder typu TQFP a podobných), doporučuji pájecí pastu nanášet až po osazení součástek, jelikož při opačném postupu nejsou přes pájku vidět pájecí plochy a je tu možnost špatného osazení.
3. Naneseme malé množství pájecí pasty (množství je třeba vyzkoušet a hodně šetřit u pouzder typu TQFP a podobných), doporučuji pájecí pastu nanášet až po osazení součástek, jelikož při opačném postupu nejsou přes pájku vidět pájecí plochy a je tu možnost špatného osazení.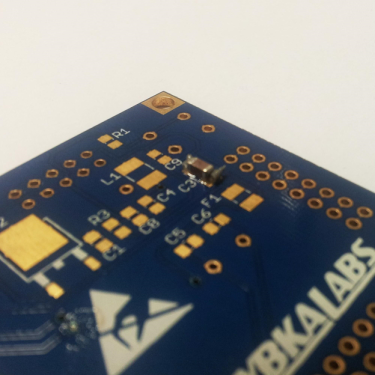 4. Plošný spoj vložíme do přetavovací pece.
4. Plošný spoj vložíme do přetavovací pece.
2. Osadíme součástky.3. Naneseme malé množství pájecí pasty (množství je třeba vyzkoušet a hodně šetřit u pouzder typu TQFP a podobných), doporučuji pájecí pastu nanášet až po osazení součástek, jelikož při opačném postupu nejsou přes pájku vidět pájecí plochy a je tu možnost špatného osazení.4. Plošný spoj vložíme do přetavovací pece.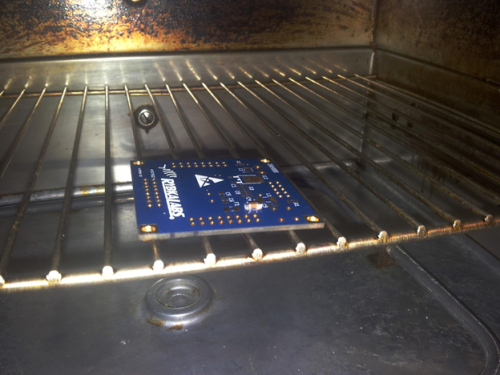
5. U naší "pece" (grilu) zapneme horní spirálu na cca 70 % výkonu (nedochází k tavení pájky), po přibližně 3 minutách by se mělo rozlít tavidlo a můžeme nastavit pec na plný výkon. Sledujeme plošný spoj a po zapájení všech pájecích ploch pec vypneme a necháme plošný spoj vychladnout.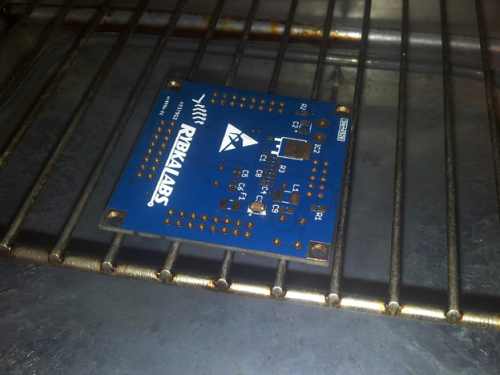
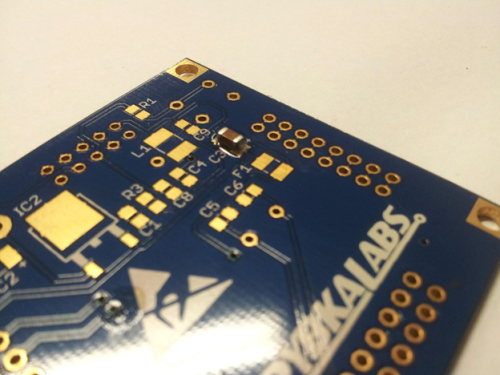 Úspěšně jsme už tímto způsobem zapájeli několik plošných spojů. Rychlost a kvalita pájení několika násobně rychlejší a lepší.
Úspěšně jsme už tímto způsobem zapájeli několik plošných spojů. Rychlost a kvalita pájení několika násobně rychlejší a lepší.
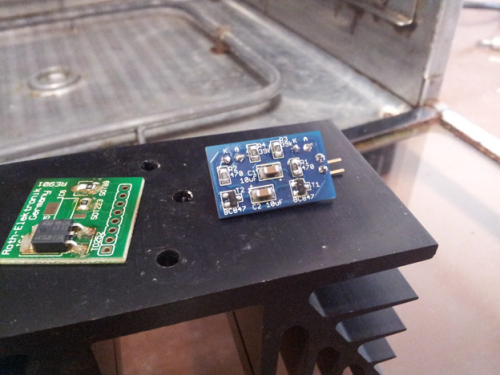 Dále plánujeme do grilu přidat regulaci výkonu, měření teploty a osvětlení, čímž bychom dosáhli automatické obsluhy a lepšího průběhu přetavovací křivky.
Dále plánujeme do grilu přidat regulaci výkonu, měření teploty a osvětlení, čímž bychom dosáhli automatické obsluhy a lepšího průběhu přetavovací křivky.
Úspěšně jsme už tímto způsobem zapájeli několik plošných spojů. Rychlost a kvalita pájení několika násobně rychlejší a lepší.Dále plánujeme do grilu přidat regulaci výkonu, měření teploty a osvětlení, čímž bychom dosáhli automatické obsluhy a lepšího průběhu přetavovací křivky.Autor ani Radioklub nezodpovídají za újmy na zdraví a majetku, které způsobeny realizací tohoto návodu.